If you want to made a dice mould to make your own handmade dice you need something to actually mould. I started out by using generic cheap soft edge dice to make my first sprue moulds before moving on to using sharp edge metal dice to cast in another set of sprue moulds. Then I bought a 3D printer…
I got a printer as I was not willing to pay a fair amount of cash every time I wanted new masters or a new shape for a die. For example, I started with a caltrop d4, now I have a shard and I started with a regular pentagon d12, now I have a rhombic one. I also have a d20 with my logo on it and have a set with a smaller font… So I was looking at the cost of two 7 die sets, two extra d20’s with a custom logo, and two new shape dice. No discredit to the people who do print masters for you, but I wanted the freedom to do all that and not have to pay postage/customs charges and be able to get my hands on them as soon as they were done printing.
So if you have your own printer or access to one, the first part is about how I prepare to print my dice masters and then the second part is about how I prepare them once they are printed and this can be applied to once you print yourself or ones that you purchase.
Things that you’re going to need to 3D print your own master dice:
- PPE! Gloves, respirator, goggles are key parts here
- Resin 3D printer
- 3D printing resin
- Isopropyl Alcohol
- Plastic tub/cup that won’t degrade from the alcohol
- UV curing lamp
- Paper towels (lots)
- Sharp edge scraper for removing the print
- Soft edge scraper for removing excess resin from build plate
- Side cutter/snips
Optional extras:
- Wide lolly sticks (like tongue depressors at the dentist) to aid you avoiding touching the uncured resin
- Rotating display for when you cure your dice (saves you having to manually turn them)
- Wash and cure station (still have to manually do things with these, its not a peel off print and walk away kind of machine) to keep everything contained, can be expensive though!
Bear in mind that I am basic when it comes to these, so don’t think that you have to have all of these. If you can find something that does the job that I haven’t listed then go for it, this is just how I do things so you can get a feel of what to expect if you choose to go down the route of making your own 3D printed dice masters.
Printing
Where to Get Your Dice Shapes From:
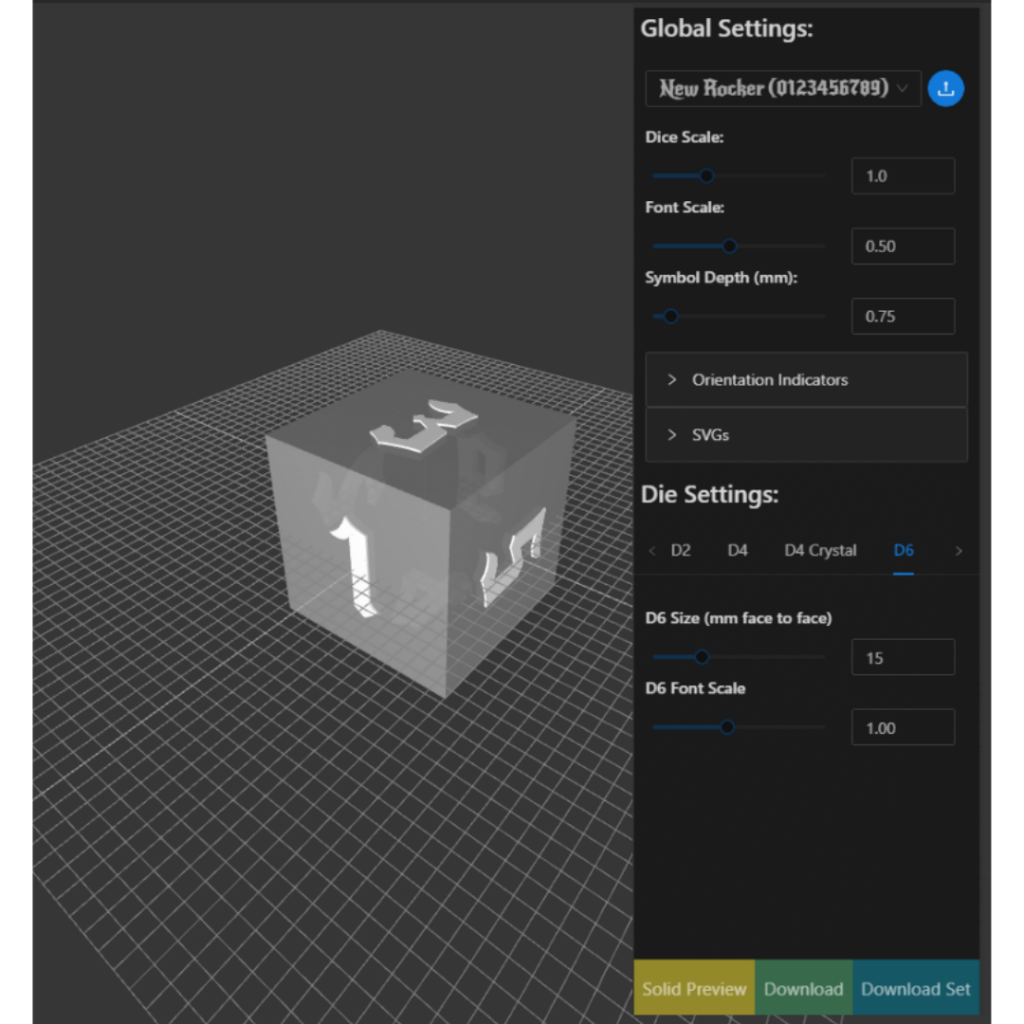
For this I use two different places. One was DiceGen, a web browser based dice generator where you can upload your own font or select one of the hundreds of free commercial licenced fonts to number the dice shapes. The other was Thingiverse where I found my alternative dice shapes in blank form that I could then customise them in 3D Builder with the font I wanted. If you’re design program savvy there’s always the possibility to design your own from scratch!
For me to customise my dice that are different to what is avaliable in DiceGen, I pull up each blank dice one at a time in 3D Builder, rotate them so that the face I want to number is on the bottom and flat to the workspace, then import the 3D version of the number. The number will need to be resized to fit the die and manipulated so that it can be read on the bottom. I make sure that everything (die and number) line up on the X and Y at zero so that they are central, make sure they are then both flat to the workspace and tweak the number position on the face as I need it.
For me to customise my dice that are different to what is avaliable in DiceGen, I pull up each blank dice one at a time in 3D Builder, rotate them so that the face I want to number is on the bottom and flat to the workspace, then import the 3D version of the number. The number will need to be resized to fit the die and manipulated so that it can be read on the bottom. I make sure that everything (die and number) line up on the X and Y at zero so that they are central, make sure they are then both flat to the workspace and tweak the number position on the face as I need it.
The things that aid me most in this is the…:
- settle button, for putting the model flat on the bottom.
- Subtract button, for removing the shape of the number from the die
- Lock icon on the dimensions/measurement tab at the bottom, I can scale the number size along the X and Y to keep it consistent (eg: a two digit number will be wider but the height should be consistent and this takes the guess work out of it) before unlocking it to just reduce the Z to the depth I want.
Obviously being able to centralise it and rotate it to the side I want is also super helpful with the click and drag or just type in the number but I could get there eventually without them, the ones above ensure that whatever I do is then corrected to precision.
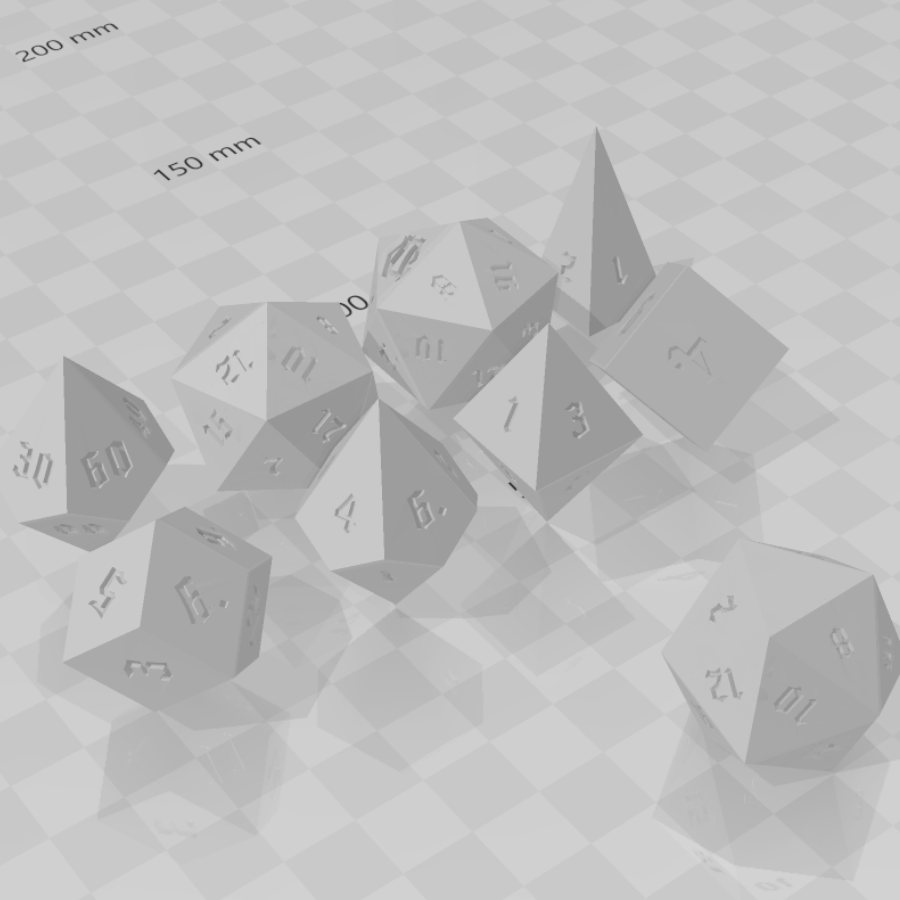
Once you have your dice numbered, set them on their points before you save the file/s as you will need to add supports in the slicing program you use. And it allows you one last chance to make sure you are happy with how it looks while still in the program that you can make edits in!
Supports for Dice Masters:
I first got the notion of fin style supports from Thingiverse where a user had uploaded pre-supported dice where a solid but thin rectangle had been added to each edge of the die that would be on the base. When I was looking at supports in the slicer program I also had a look online and there were better ways of getting that fin but thinner, and that was the wall of supports method promoted by several people online.
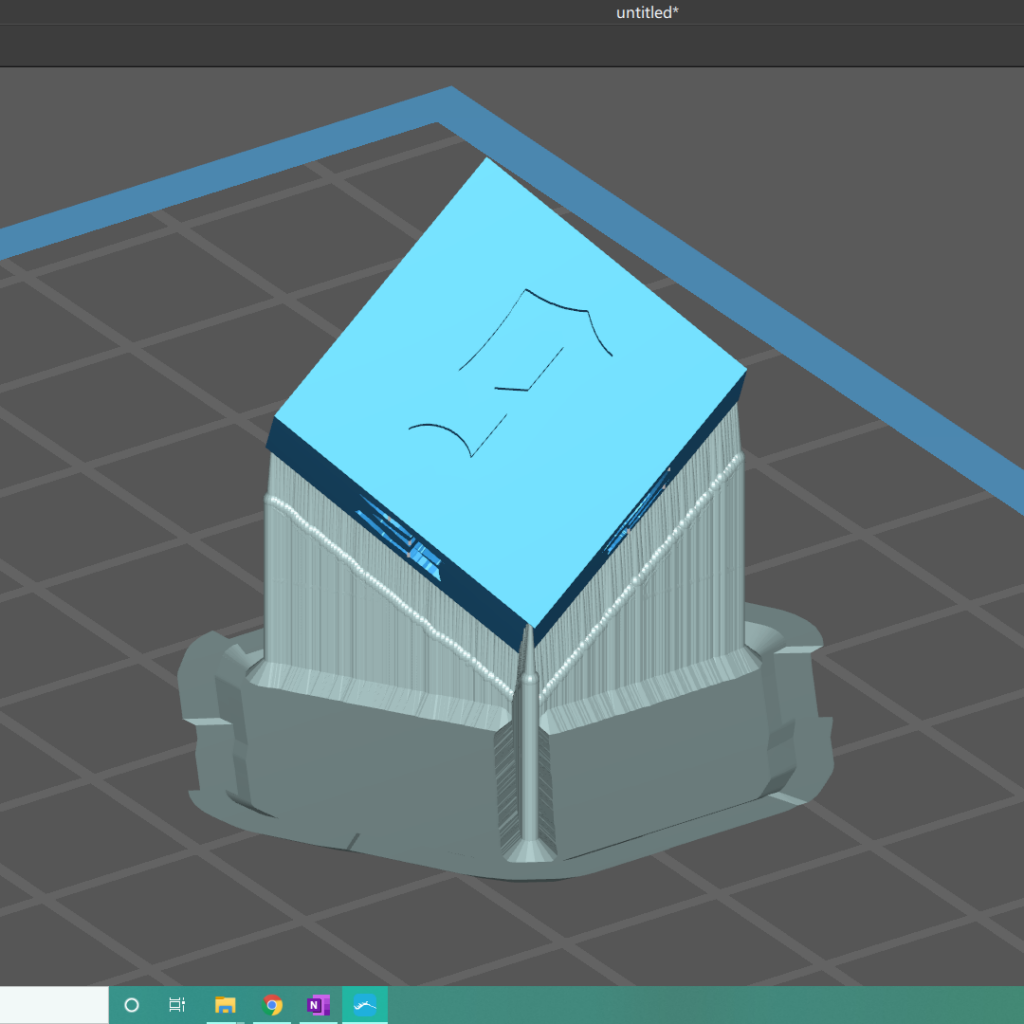
So I use thin supports for the fins, with the angle set to zero (I think it actually puts in 0.2 or 0.02 as that the most it can recognise) so that they are tiny toothpicks holing up my dice. I ignore auto supports for everything except the numbers, for those I see where they have suggested them and then drag the slider down to see each layer that will be printed and see if there are needed or just the program thinking that they are needed.
To place the fins I don’t use my mouse (although you can I just feel it takes longer) I have a drawing pad and use that and the pen to tap each one into place and only use my mouse to manipulate my field of view.
However to place the supports for the numbers, I change the middle of the support to have a 45 degree angle while still keeping them thin, this prevents the support from resting on the face of the die and allows you some manipulation room to pull the support around if needed.
3D Printing Resin Options:
Originally, I was influenced by images of crystal clear dice masters showing up everywhere. Some of them were printed that way and showed the post-printing stage compared to the fully polished, but the majority just showed the polished final ‘product’. So I first tried clear resin, and I have a bag of failed prints where the light would bleed through the design and start to cure the resin surrounding the actual die, most noticeably in the numbers facing the build plate. On top of that, UV resin also yellows pretty easily when exposed to UV light (my failed print bag is almost amber from sitting on the windowsill) and when you are trying to really cure your prints to reduce as much potential inhibition as you can, the yellow tint is inevitable but you can lessen it by adding in a touch of blue alcohol ink to counterbalance it, just make sure to mix it thoroughly!
All was not lost with the clear resin though, I did get two successful prints and called it a day with the masters. They were a bit yellow but they polished up beautifully. When I wanted some more with smaller numbers, I saw on posts about cure inhibition with platinum silicone that people cast their 3D printed masters in tin cure, then case clear epoxy resin in there before casting those in platinum cure. Therefore, they have two sets of masters, the 3D printed ones that are used to get a basic mould and then the epoxy ones that are used to get a working mould for actual dice casting.

So to make sure that I wasn’t going to have even more failed prints, I moved over to my equally cheap grey resin. First print was perfect… So lesson learned. This also gave me the brain wave that the perfect crystal clear master dice shots that I had seen can be recreated, just with the epoxy version rather than the 3D printed ones.
Cure Inhibition:
My original clear master dice had been sat around for about 4 months as I was using up the moulds I had made with sharp edge metal dice before pouring new ones. It might sound like an absurd amount of time to resist making shiny new moulds but there is discussion that this is the way to go about treating 3D printed master dice. This is because the consensus is to allow them time to ‘off-gas’ or ‘de-gas’ which is allowing the sulphur found in the resin to vaporise out before you cast them in silicone to avoid cure inhibition which can/will lead to the silicone staying gloopy and clogging up your numbers and/or generally making the cast of your master dice unusable.
Leaving your 3D printed master dice to off-gas or de-gas can also be used in conjunction with the right type of silicone to reduce cure inhibition. In my post about making handmade dice moulds I talked about two types of catalysts used in silicone, tin and platinum. Using a tin cure silicone reduces the risk of cure inhibition (I say reduce as I have still had some occur in numbers before now even when I set the dice aside for a month) as the chemicals involved in the 3D printer resin and silicones play ‘nicer’ together than if you combined platinum cure and 3D printer resin. I just use tin catalyst silicones unless I need a softer silicone, like for my 80mm chonk which is a struggle to get out of the firmer tin silicone mould.
Other people swear by particular 3D printer resins for making their dice masters due to their resistance to cure inhibition, some of these are super expensive however and in that they might be better for people who are looking to sell 3D printed dice masters and ensure that the final customer has the best experience with casting them in silicone. Also some of these are recommended to avoid the ‘need’ for casting the master dice in tin based silicone first before being able to cast the epoxy copies into platinum based.
This also needs to be investigated for cost, for example one of the resins I have seen raved about is about £50 for 1ltr in the UK (making it about 67.56 USD, 85.90 CAD, 59.03 EUR, 95.14 AUD at the time of writing) whereas the regular stuff I use is about £14 (18.92 USD, 24.05 CAD, 16.53 EUR, 26.64 AUD).
Roll into this the cost of the silicone you are going to use. Are you going to just use tin? Are you going to use tin then use platinum? Do you just want to skip to the platinum stage asap? If you use the cheap resin, then there is the expectation to create two moulds so any saving might get eaten up by the double silicone expense. Or if you don’t feel the need for a soft mould then you might not bother with the platinum mould, which is what I do and as such I only use tin cure so the resin and the silicone is less than the £50 I would have spent on the anti-cure inhibition 3D printer resin alone. So look around for your resin and pick it for what you want your dice masters to do before committing any money (eg: quick turn around, tin cure will be used etc…)
3D Printer Print Settings:
I have an Elegoo Mars 2 and I have to admit that I calibrated the build plate but didn’t calibrate my exposure settings, I’ve been using whatever base settings that were pre-selected by the slicer program for my dice. Now I originally thought I possibly wouldn’t have had so many fails with the clear resin if I had spent the time to do that but I have also seen another master dice seller show off all of their duds, so it made me feel less like I had caused the issue and more like there is going to be an inevitable percentage of fails.
Thats not to say that exposure times are not important, over and under exposure can cause a whole myriad of problems on their own but personally, I found that the problems I experienced were solved by just using an opaque colour of resin rather than busting over trying to get the perfect clear 3D print with the standard exposure settings. If you want to get the best settings for your resin then there are downloadable exposure setting plates of varying styles that you can print to see if you need to increase of reduce the time the light is on. Another avenue of discovery that I went down was to search online for peoples setting recommendations for particular resins when used with the printer I have, these had mixed results as sometimes the recommendations varied wildly.
Pretty much, try printing something and see if the detail is where you want it to be and ensure that the print doesn’t get pulled off whatever supports you have, it’s all trial and error until you hit the sweet spot for your resin and your printer.
Your Print is Done, What Now?
So you have your base plate filled to the brim with dangling dice, you have your cup of Isopropanol Alcohol and your LED curing station all prepped and ready to go, but where do you actually start?
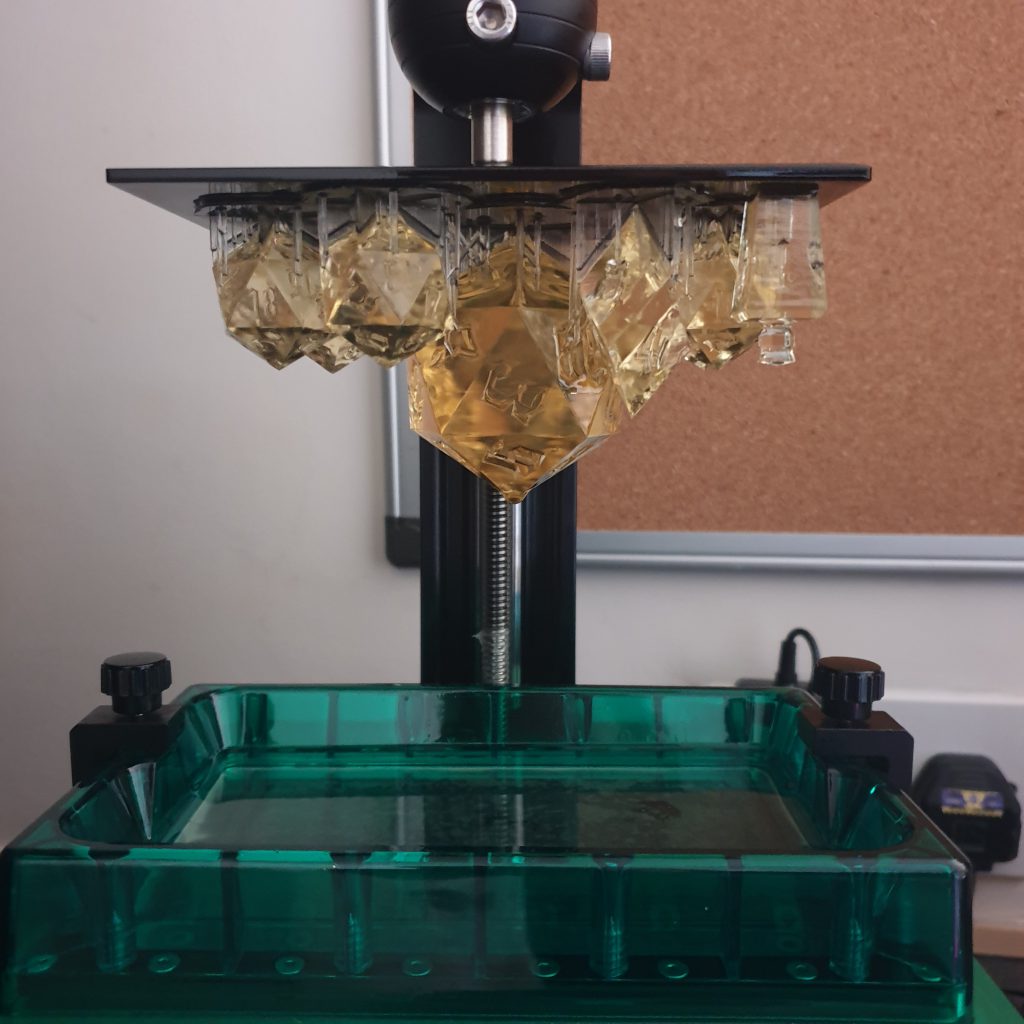
First things first, let the base plate sit for an hour as it is at the top of your machine so that the excess resin has a chance to drop off back into the vat. Once it’s no longer dripping, put on your gloves, doubled if you can to ensure that as little as possible of the resin will get through onto your skin. At this point you may find that there is little teardrops of resin still hanging from the points of your dice, you can use the soft edge scraper to manipulate them off your dice and into the vat or dab them up with a paper towel, just be careful to not get it on your skin.
First things first, let the base plate sit for an hour as it is at the top of your machine so that the excess resin has a chance to drop off back into the vat. Once it’s no longer dripping, put on your gloves, doubled if you can to ensure that as little as possible of the resin will get through onto your skin. At this point you may find that there is little teardrops of resin still hanging from the points of your dice, you can use the soft edge scraper to manipulate them off your dice and into the vat or dab them up with a paper towel, just be careful to not get it on your skin.

Now you are going to remove your base plate and turn it up so that you can see the build plate and use the soft edge scraper to get in between the dice and scrape away any excess resin still clinging to the build plate, this lessens the chance of resin dripping everywhere as unless it is cured it will remain sticky, and you don’t want to run your forearm through it as youre trying to polish your masters for example.
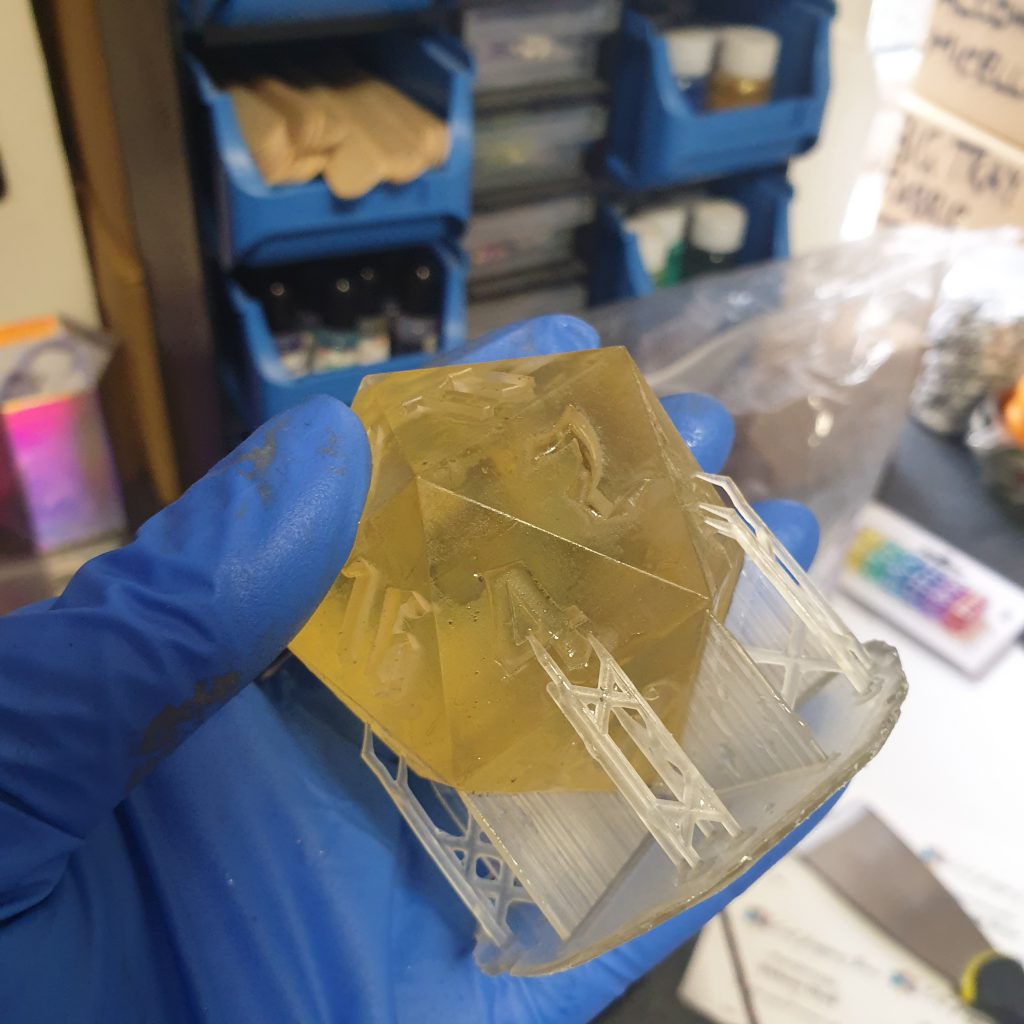
Once this is done, and you’re satisfied that you have got as much resin off as possible, take your sharp edge scraper and hold low to the table and over a few layers of paper towel scrape them (sometimes chisel if you have rafts!) onto the aforementioned table.
Why not just get them straight into the alcohol? Well, for the same reason that I make sure as much of the resin as possible is removed from the build plate, if that gets on my skin either by drops or by a splash from the alcohol in the cup I am in trouble as I am already sensitised to resin (thanks poly-gel nails) and one splash can mean at least a week of not being able to do much due to rashes and swelling.
Once they are on the table then I use the lolly stick to hook through the supports and gently lower it down the inside of the cup into the alcohol before swirling like mad for about five minutes. I pull them out periodically to see how the numbers are doing as thats going to be the nooks and crannies that the uncured resin will hide in, if they are clear and look crisp then I take them out and lay them on clean paper towel to dry off.
Snipping off Your Supports:

Once clean, take your supports off before you fully cure it so that you have less chance of supports snapping and leaving pits in your dice face. I do use the side cutters but I don’t snip right to the face of the die, I just trim them to about 2mm above. This way I can still cure the base fully but the full removal will be done by sanding and not from snapping, which really limits the chances of any holes appearing where they shouldn’t!
Curing Your Dice Masters:
I have a LED nail lamp, the one that you stick your whole hand under back from when I used to do my own gel nails which perfectly fits dice under to cure them. The timer buttons on there are also handy with the 30/60/90 second settings. To cure my dice I put them under the lamp on some clean paper towel and align them so that the high number is at the top, I then set the timer for 90 seconds. Once the time is up I keep the dice where they are and move the lamp so that the opening is facing the other way, effectively baking the other side of the dice. 90 seconds again before I turn the dice so that the low number is on top and repeat the process.
This means that all sides get baked for over a minute, and if they need longer they can be turned around to get the LED on the problem area and then given a bit longer. Once all the resin seems to be set you can either leave them to rest to ‘off-gas/de-gas’ and then polish them or polish them first and then set them to one side.
Sanding and Polishing Your Dice Masters – Overview:

Once your master dice are fully cured (either after you have left them to off-gas/de-gas or not) you can move onto sanding and polishing them from the rough surface that they have straight off the build plate to the shiny glass finish that is the end point you are after.
The more effort that you put into the masters now, the less you have to do to the dice you pull later. So with this in mind I prep my workspace with what I need to sand and polish my 3D printed masters.
What I use:
- Flat sample tile from the DIY store
- Old fine grit nail file with a reinforced centre (limit the bending)
- Cup of water
- 800 grit wet-and-dry paper
- Zona Papers
- Microfiber fluffy cloth
Extras I have used:
- Pottery wheel
- Cheap nail drill
- Lambs wool polishing sponges
- Plastic polishing compound
I think at this point it is worth mentioning the fact I used to use a pottery wheel to polish my dice master. I had/still have one of the little ones and would stick my zona papers onto it at the corners before turning it on and starting to polish my dice. I’d watched many people show how it was done but I just found that the dice with smaller faces would have a greater tendency to ‘skip’ which would then mean that I was polishing an edge. The d6, d4 and to some extent the d8 and d12 were ok but the narrower and smaller faces of the d20 and d10/% would be most ‘at risk’ of being messed up so I would polish those by hand. After a while of trying with the pottery wheel I just gave up and decided that it was easier and more controllable to just stick something to watch on and then do them all by hand, every single sheet and every single face.
The same went for the nail ‘drill’ which was like a cheap and very low powered ‘Dremel’. I used to use polishing compound on it for the final step and use lambs wool polishing sponges (they were like cotton balls on a stick) but the stuff would fly off all over the place and the compound would go into the numbers and dry there. Like the pottery wheel, it was supposed to be a quicker and less effort way of getting that glass finish for my dice masters but the clean up completely negated any time saved!
So, right now my polishing process involves doing everything by hand which might take a bit longer, but I can catch up on shows and I feel that I have more control over the process. I can stop early on a step if I feel (literally feel) that it is done, or I can keep going all without having to hold my breath and being hyper focused on making sure that the die doesn’t slip and buff out a corner or edge.
Smoothing off the supports:

This is where the old nail file comes in, I use one thats thick and stiff to ensure that it remains as flat as possible when filing the die. I don’t use too much pressure, just letting the grit of the file do the hard work and checking it regularly, sometimes I move onto the next face before I have smoothed one side down completely so I can make sure that the supports at the tip are being removed in an equal fashion and not over buffed leading to the point ‘bending’ into a curve.
Once the faces the supports were on are pretty flat I then move onto the wet-and-dry paper to remove the last bit of support material. This is because I know that the grit of the nail file is way to high to achieve a uniform finish without the risk of scratches appearing that will not get removed without removing too much of the face.



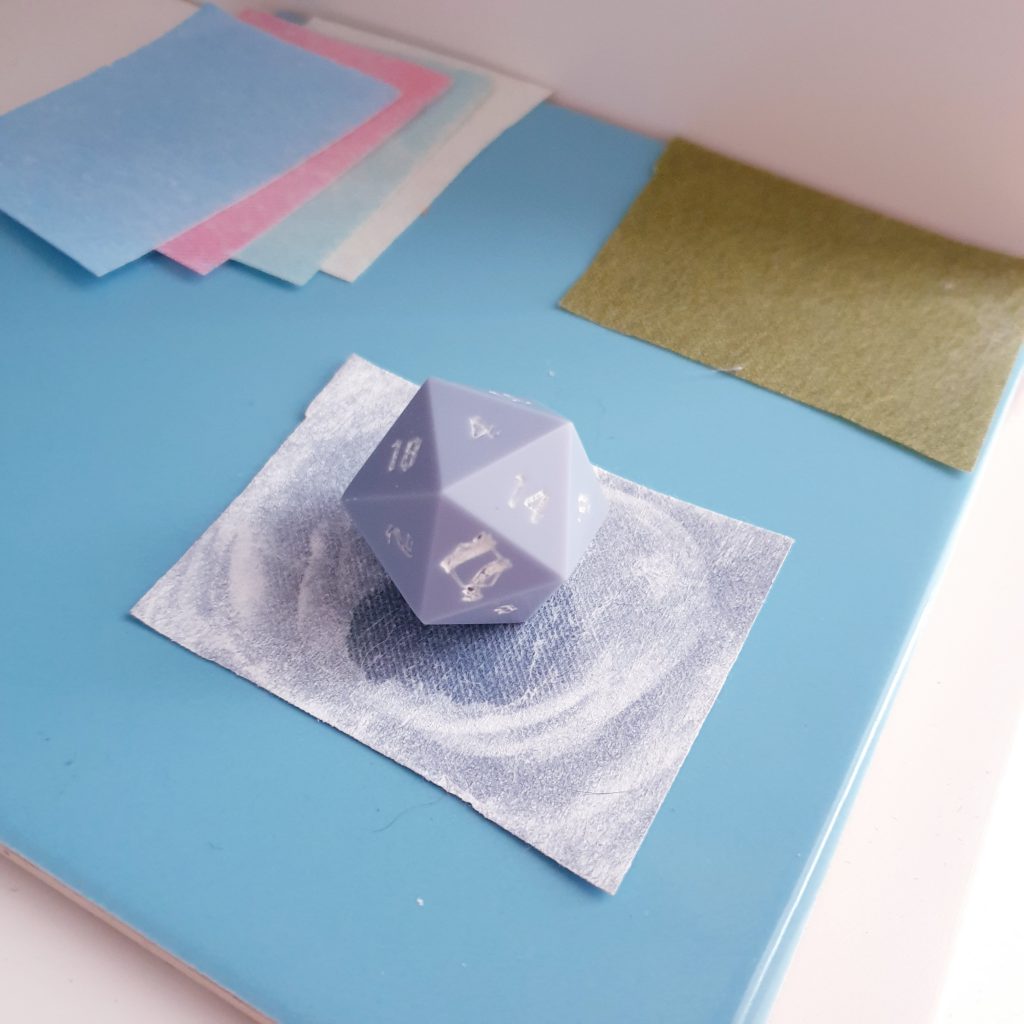
At this point I get the tile into position, preferably with a strong focused light over my workspace. I picked up my tile as a sample from a DIY store and with the large selection they have I could find one that matched the size that I needed and then the colour was a bonus but just make sure it’s flat and not one that has any texture on it. I have a small cup of water ready and some paper towels to hand, placing a 5 cm square of 800 grit wet-and-dry paper on the tile. I prefer to dip my die in the water and then bring that over to the paper rather than dipping my fingers in the cup and spreading the water that way, but the process if pretty much the same, you need to wet the paper somehow before placing the die face down and then using a little pressure make small rotations checking frequently at the state of the sanding.

I want to get to a point where the whole face has been dulled and the print lines have been blended away, which would indicate that one; the supports are gone and two; the face is flat. Once that point is reached I stop on that face and move onto the next, continuing until they are all done on every die.
Polishing your Dice Masters:
This is the bit that eludes some when they aim for the glass like finish, and for a while when getting polishing papers in the UK was a hard task I resorted to polishing compounds which got me close but not fully there.
Now however I use Zona Papers, the gold standard for glass like dice. I had tried Micro-Mesh but I found due to the pad formation of them, the sharpness of the corners was lost on some. I also did buy what I thought was a cheap alternative in the form of generic ‘lapping papers’ but these transpired to be plastic film with a gritty compound on them that was easily scratched up by the sharp edges of the dice. So Zona papers, cost and all, it was…
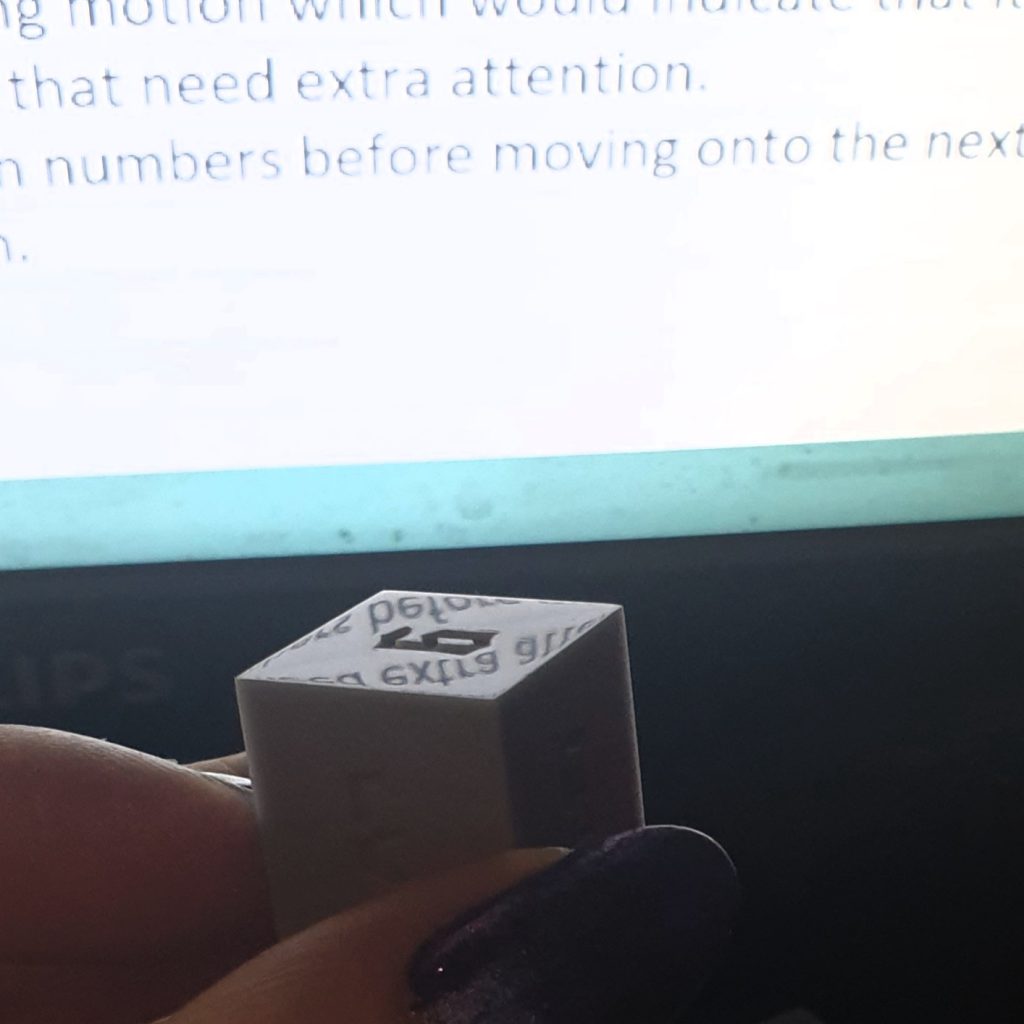
Starting with the first paper and the lowest ‘grit’ I place a little square of it on the tile and then dip the first die in the water before resting it on the paper and allowing the water to spread. It is at this point that I start to polish the faces in numerical order per die as when you get up to the final papers it is next to impossible to see what faces you have polished and what you haven’t. Making sure that I frequently re-dip in the water to keep the paper wet, I still use light to no pressure and go by feel to see if I am done or not.
This is purely as I have found that following a ‘do 50 circles’ routine can mean that some might be over polished and some might not be polished enough, which can happen if I’m trying to be very delicate or I’m a bit too engrossed in what I’m watching! By using feel I can tell when there is less resistance to the polishing motion which would indicate that it is smooth and also by running a finger over the face to see if there are any places that need extra attention.
I work through each die in turn, using the cloth to make sure I get as much of the liquid dust out of the numbers as I can and then mopping up any spills or drips as I go, working through them by low to high numbers before moving onto the next paper in the series until they are all gone and sport that glass/mirror like finish.
At this point I leave my dice masters to sit for a few weeks before casting them. There has been some dice where there are stubborn bits of sanding residue still in the numbers, at which point I loosen it by running a pin around in them and then give them all hot soapy bath before going at them with an old toothbrush to scrub them clean. Final prep is allowing them to fully dry before giving them a final polish with the fluffy microfiber cloth to get rid of any specks of dust and fingerprints.
Casting Epoxy Masters?:
If you look after your 3D printed dice masters then you can keep using them over and over when making tin cure silicone moulds or you can transfer over to epoxy copies to become ‘workable masters’ which means that they are able to work with the platinum cure silicones.

This literally involves making a tin cure mould of your polished up 3D printed dice masters, then casting a clear set in epoxy. Clear is used as its easier to see the clarity and shine of the dice, not to mention you can then get your awesome sparkling master dice pictures. Once those are cured, you tidy them up, re-polishing if needed and then use those to make a platinum cure silicone mould which then becomes your main dice casting mould.
Either which way, as long as the ones that you are going to make a mould from are as glossy and imperfection free as you can make them then you can go whatever silicone mould rout you want!